










L’Anodizzazione con successiva Elettrocolorazione è, e rimarrà, molto diffusa in quanto:

L’Elettrocolorazione è utilizzata, da oltre 40 anni, nei settori:

Come per la colorazione Bronzo, anche in questo processo di Elettrocolorazione i primi trattamenti sono i medesimi.
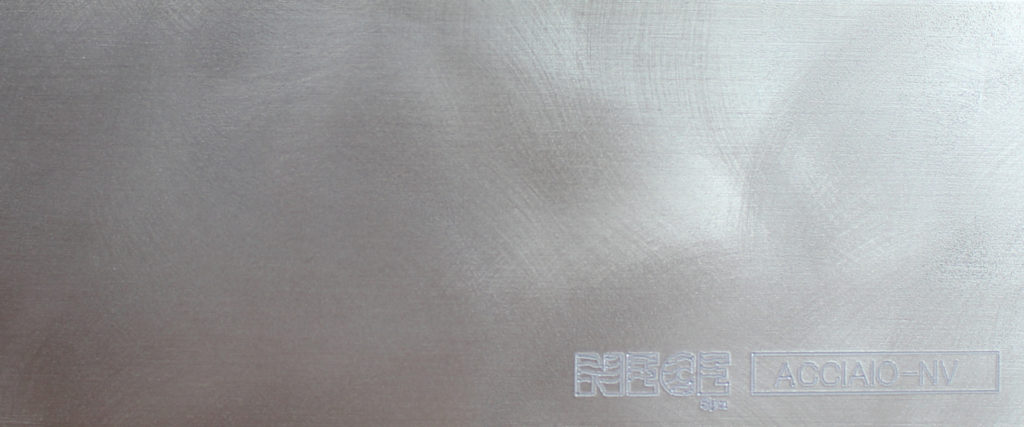
Ossia la creazione di uno strato d’ossido (anodizzazione) di color Argento.

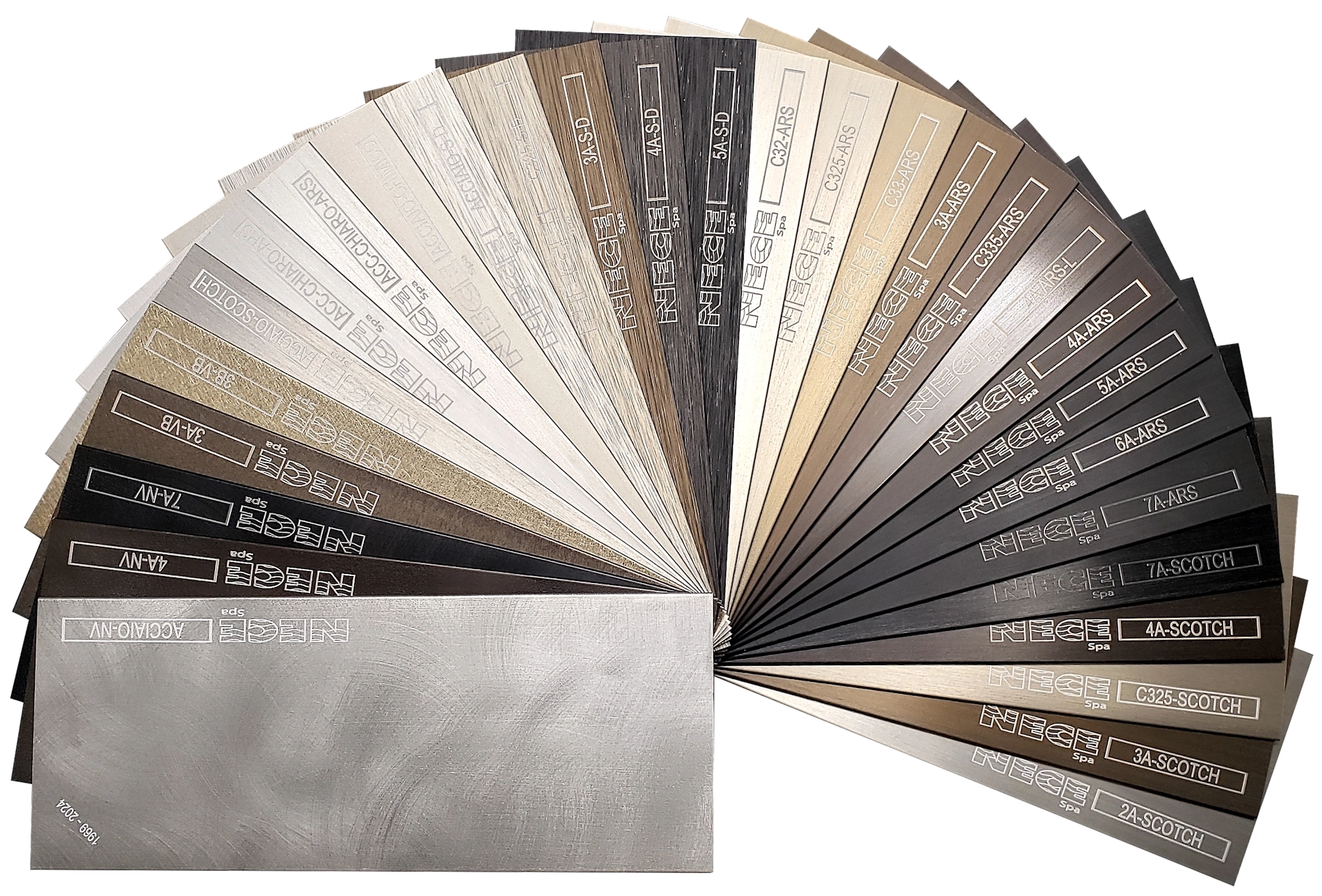
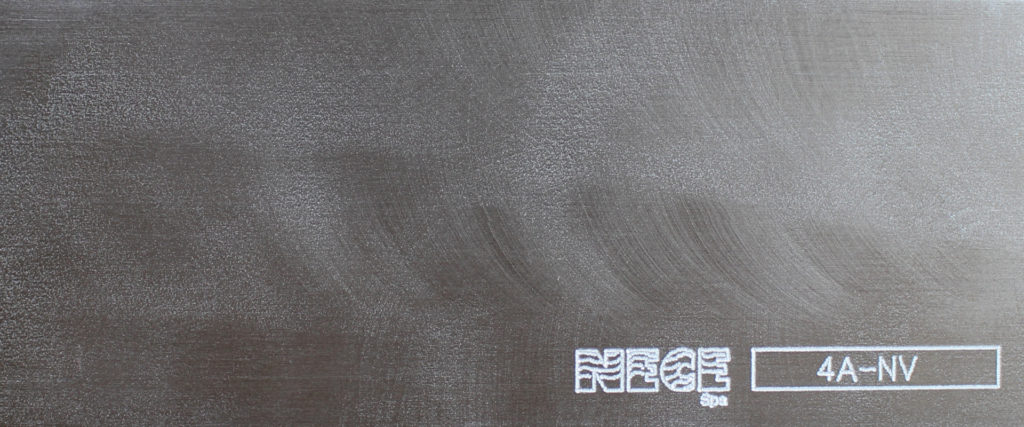
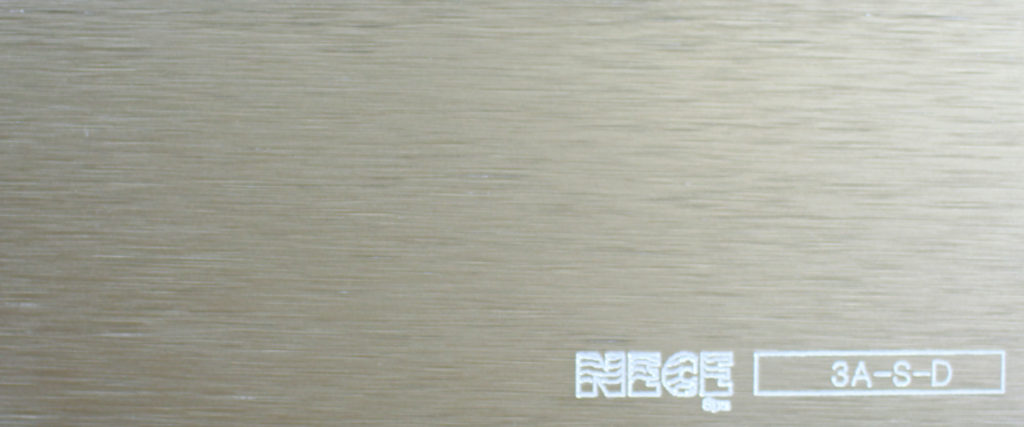
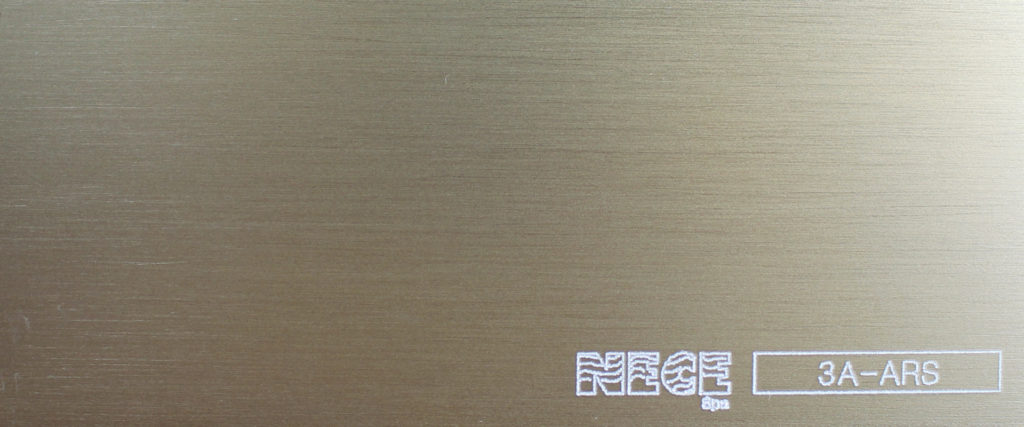
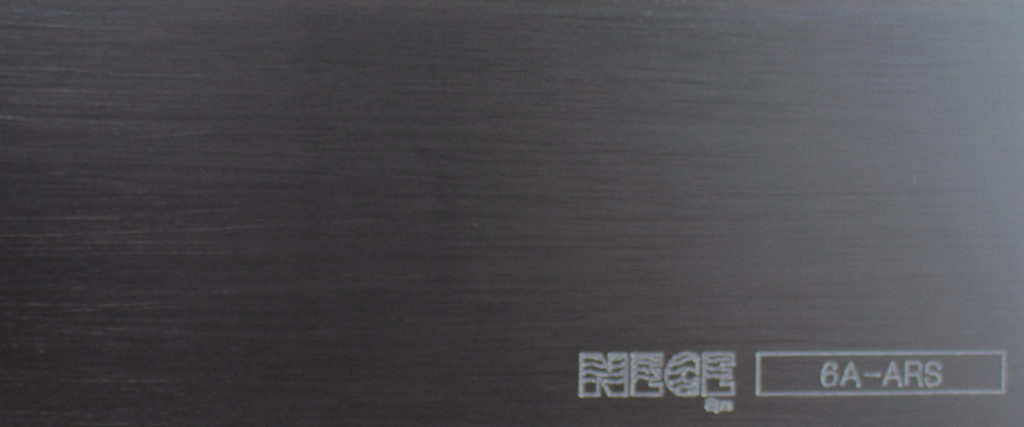
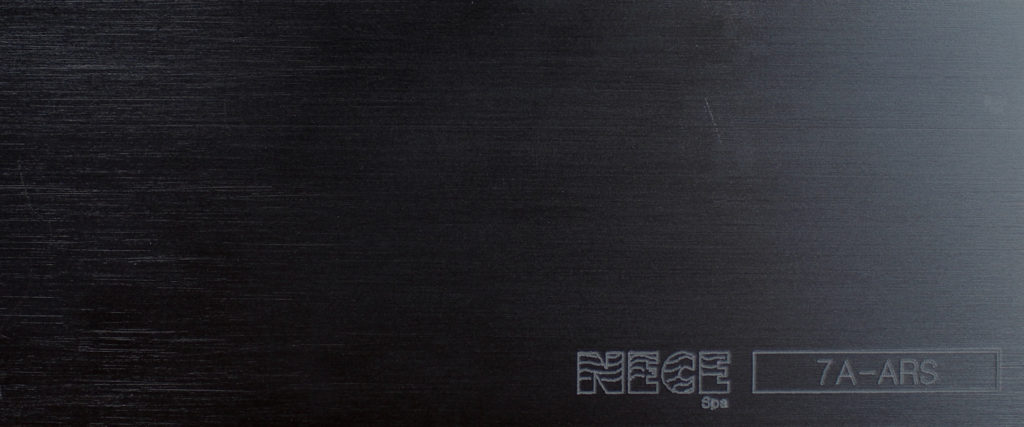
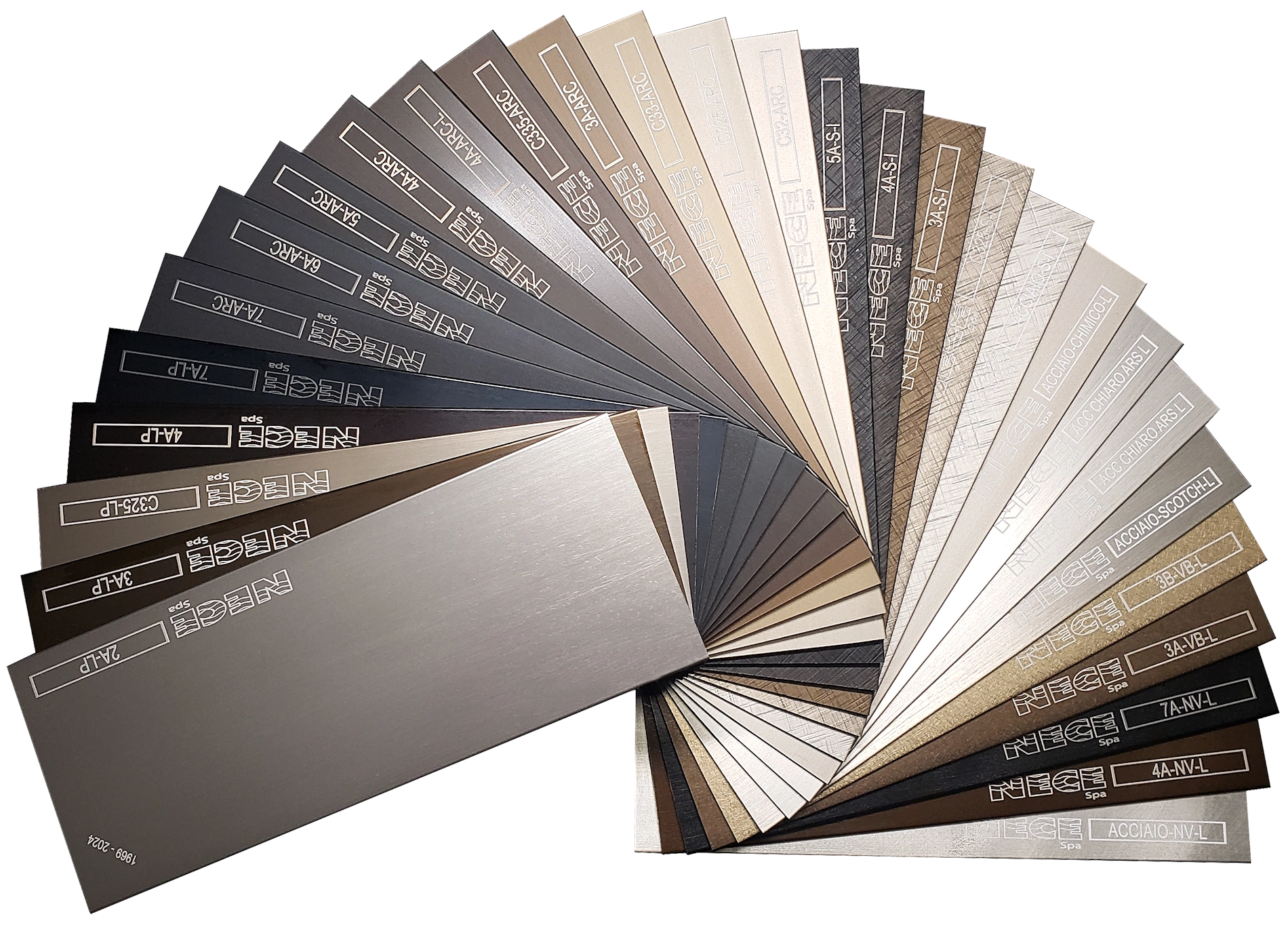
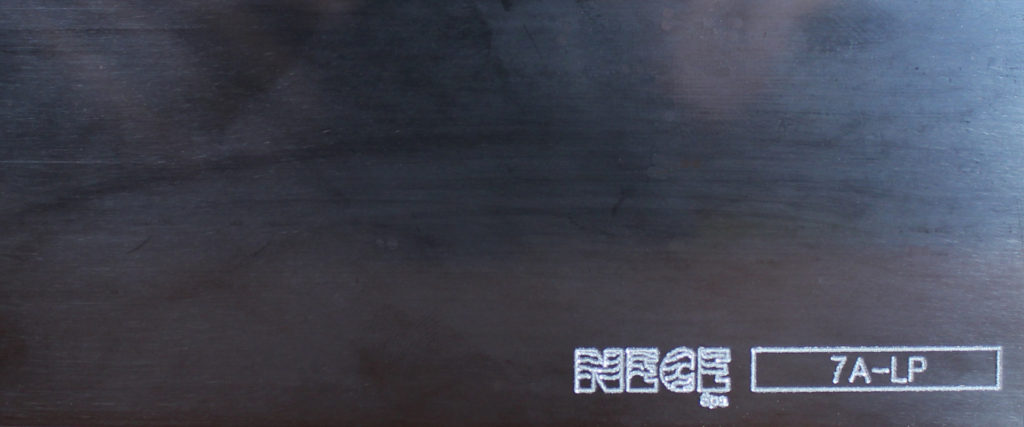
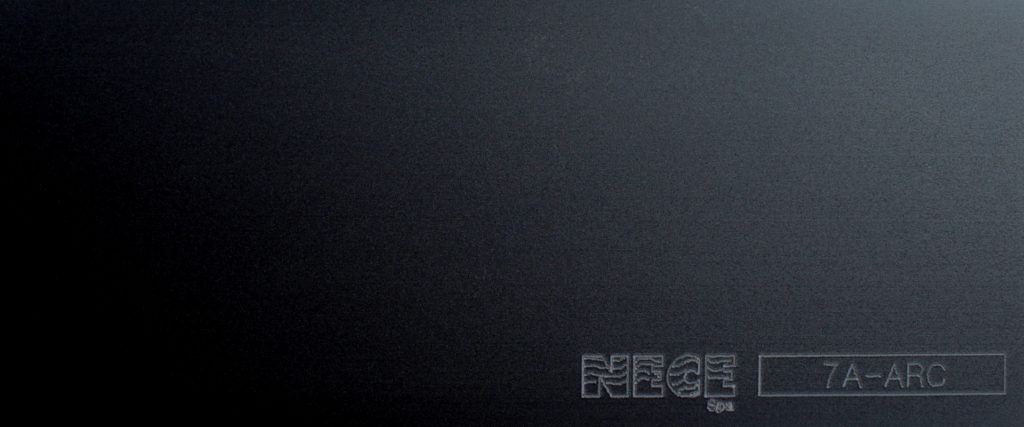
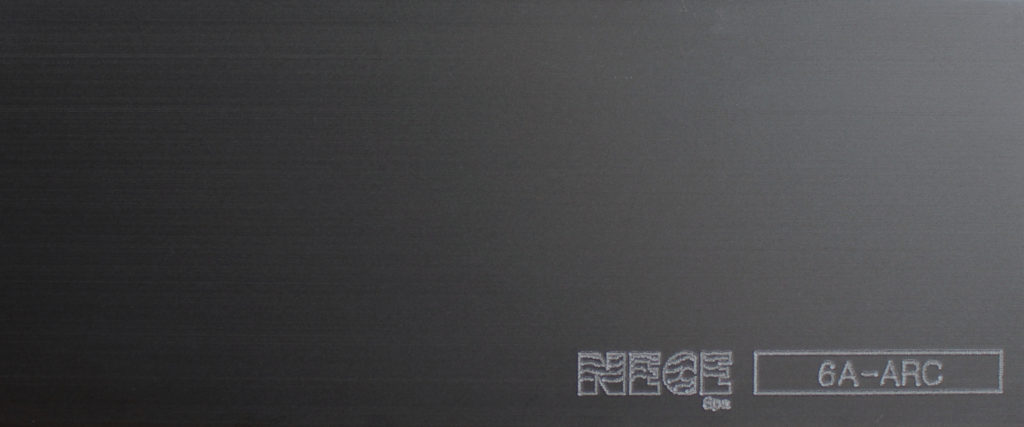
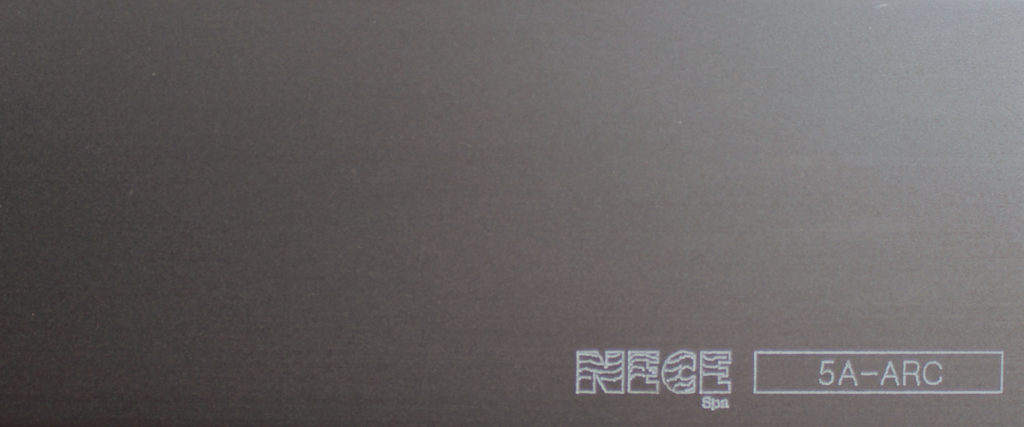
Successivamente il materiale, verrà immerso in bagno elettrolitico per raggiungere una tonalità che andrà da quella più chiara, che sarà l’acciaio, ai bruniti, fino a quella più scura, che sarà il nero.

La preparazione della superfice in alluminio può essere meccanica con le finiture:
La preparazione della superfice in alluminio può essere chimica con le finiture:
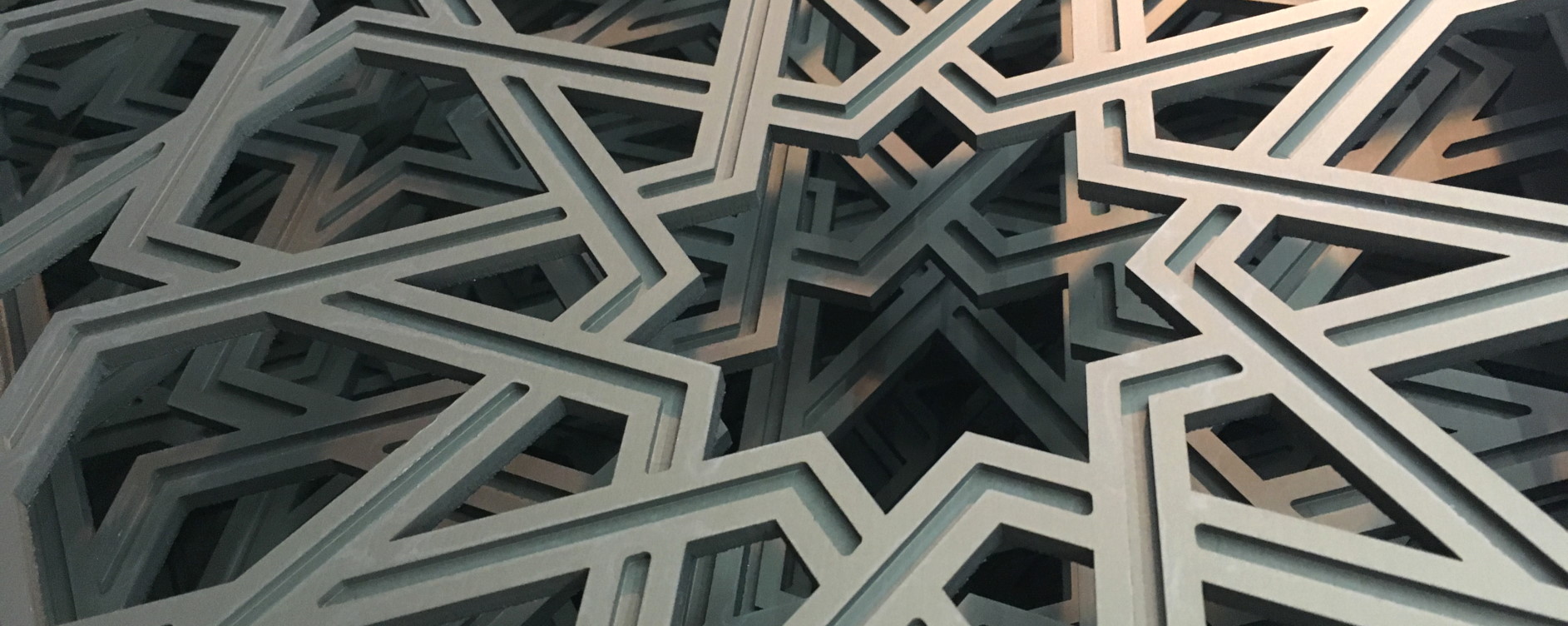
Il ciclo di lavorazione prevede una prima fase di anodizzazione (colore argento) e successivamente viene effettuata l’Elettrocolorazione in una delle 12+1 tonalità:
NECE offre due possibilità di fissaggio (idratazione e chiusura del poro):
In funzione dell’applicazione del prodotto anodizzato, lo strato d’ossido può essere di classe:

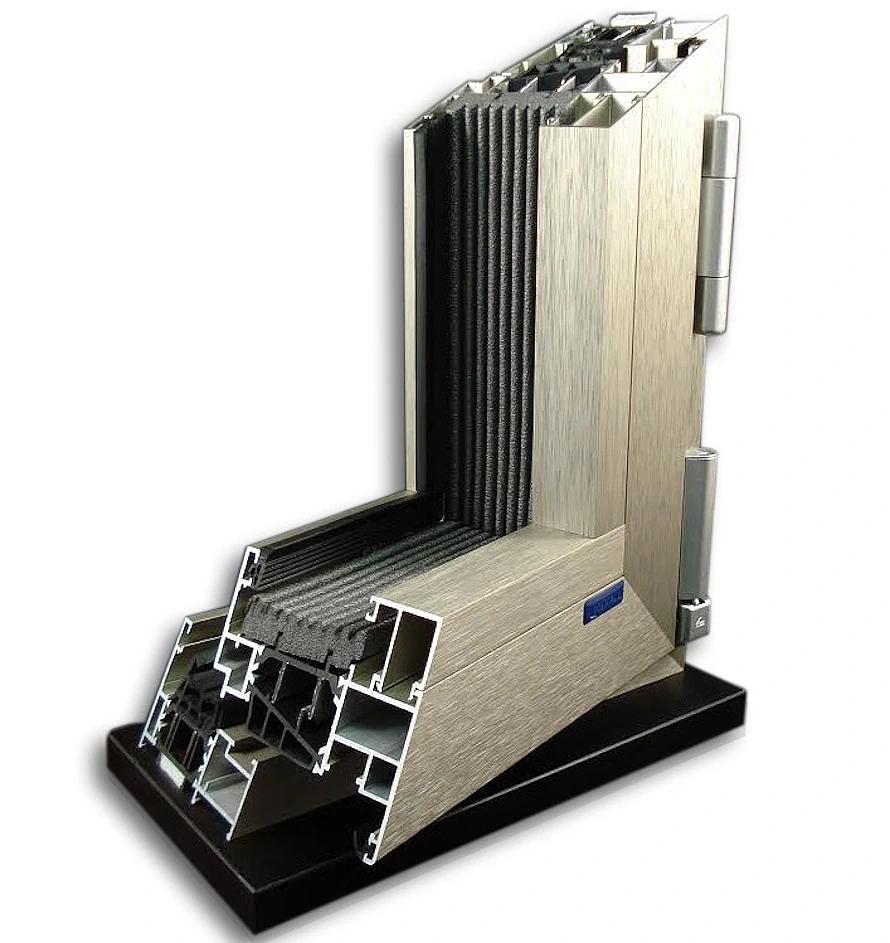
In particolari ambiti di utilizzo, viene aggiunto il Trattamento Antigraffio per rendere la superfice resistente all’abrasione e water-proof (per facilitarne ulteriormente la pulizia) come nel caso dei Serramenti in Alluminio.

REALIZZAZIONI
Per maggiori informazioni:




































































| Cookie | Durata | Descrizione |
|---|---|---|
| cookielawinfo-checkbox-advertisement | 1 anno | Impostato dal plug-in GDPR Cookie Consent, questo cookie viene utilizzato per registrare il consenso dell'utente per i cookie nella categoria "Pubblicitari". |
| cookielawinfo-checkbox-analytics | 1 anno | Impostato dal plug-in GDPR Cookie Consent, questo cookie viene utilizzato per registrare il consenso dell'utente per i cookie nella categoria "Statistici". |
| cookielawinfo-checkbox-functional | 1 anno | Il cookie viene impostato dal plug-in GDPR Cookie Consent per registrare il consenso dell'utente per i cookie nella categoria "Funzionali". |
| cookielawinfo-checkbox-necessary | 1 anno | Impostato dal plug-in GDPR Cookie Consent, questo cookie viene utilizzato per registrare il consenso dell'utente per i cookie nella categoria "Necessari". |
| cookielawinfo-checkbox-others | 1 anno | Impostato dal plug-in GDPR Cookie Consent, questo cookie viene utilizzato per memorizzare il consenso dell'utente per i cookie nella categoria "Altri". |
| cookielawinfo-checkbox-performance | 1 anno | Impostato dal plug-in GDPR Cookie Consent, questo cookie viene utilizzato per memorizzare il consenso dell'utente per i cookie nella categoria "Prestazionali". |
| CookieLawInfoConsent | 1 anno | Registra lo stato predefinito del pulsante della categoria corrispondente e lo stato del CCPA. Funziona solo in coordinamento con il cookie primario. |
| elementor | mai | Questo cookie viene utilizzato dal tema WordPress del sito web. Consente al proprietario del sito Web di implementare o modificare il contenuto del sito Web in tempo reale. |
| PHPSESSID | sessione | Questo cookie è nativo delle applicazioni PHP. Il cookie viene utilizzato per memorizzare e identificare l'ID di sessione univoco di un utente allo scopo di gestire la sessione dell'utente sul sito web. Il cookie è un cookie di sessione e viene eliminato alla chiusura di tutte le finestre del browser. |
| viewed_cookie_policy | 1 anno | Il cookie viene impostato dal plug-in GDPR Cookie Consent per memorizzare se l'utente ha acconsentito o meno all'uso dei cookie. Non memorizza alcun dato personale. |
| wordpress_test_cookie | sessione | Questo cookie viene utilizzato per verificare se i cookie sono abilitati sul browser degli utenti. |
| Cookie | Durata | Descrizione |
|---|---|---|
| NID | 6 mesi | Il cookie NID, impostato da Google, viene utilizzato per scopi pubblicitari; per limitare il numero di volte in cui l'utente visualizza un annuncio, per disattivare gli annunci indesiderati e per misurare l'efficacia degli annunci. |
| VISITOR_INFO1_LIVE | 5 mesi 27 giorni | Un cookie impostato da YouTube per misurare la larghezza di banda che determina se l'utente ottiene la nuova o la vecchia interfaccia del lettore. |
| YSC | sessione | Il cookie YSC è impostato da Youtube e viene utilizzato per tracciare le visualizzazioni dei video incorporati sulle pagine di Youtube. |
| yt-remote-connected-devices | mai | YouTube imposta questo cookie per memorizzare le preferenze video dell'utente utilizzando il video YouTube incorporato. |
| yt-remote-device-id | mai | YouTube imposta questo cookie per memorizzare le preferenze video dell'utente utilizzando il video YouTube incorporato. |
| yt.innertube::nextId | mai | Questo cookie, impostato da YouTube, registra un ID univoco per memorizzare i dati su quali video di YouTube l'utente ha visto. |
| yt.innertube::requests | mai | Questo cookie, impostato da YouTube, registra un ID univoco per memorizzare i dati su quali video di YouTube l'utente ha visto. |
| Cookie | Durata | Descrizione |
|---|---|---|
| _ga | 2 anni | Il cookie _ga, installato da Google Analytics, calcola i dati dei visitatori, delle sessioni e delle campagne e tiene traccia anche dell'utilizzo del sito per il rapporto analitico del sito. Il cookie memorizza le informazioni in modo anonimo e assegna un numero generato casualmente per riconoscere i visitatori unici. |
| _ga_EYGGJB3PPE | 2 anni | Questo cookie è installato da Google Analytics. |
| _gat_gtag_UA_219755591_1 | 1 minuto | Impostato da Google per distinguere gli utenti. |
| _gid | 1 giorno | Installato da Google Analytics, _gid cookie memorizza informazioni su come i visitatori utilizzano un sito web, creando anche un rapporto analitico delle prestazioni del sito web. Alcuni dei dati raccolti includono il numero di visitatori, la loro fonte e le pagine che visitano in modo anonimo. |
| CONSENT | 2 anni | YouTube imposta questo cookie tramite video youtube incorporati e registra dati statistici anonimi. |
| Cookie | Durata | Descrizione |
|---|---|---|
| pll_language | 1 anno | Il cookie pll _language viene utilizzato da Polylang per ricordare la lingua selezionata dall'utente quando ritorna al sito Web e anche per ottenere le informazioni sulla lingua quando non disponibili in altro modo. |













