




Interference Electrocoloring
Anodizing NECE was the first in Italy, and nowadays it’s still one of the few companies in Europe, to offer the technologically advanced process of Interference Electrocoloring.
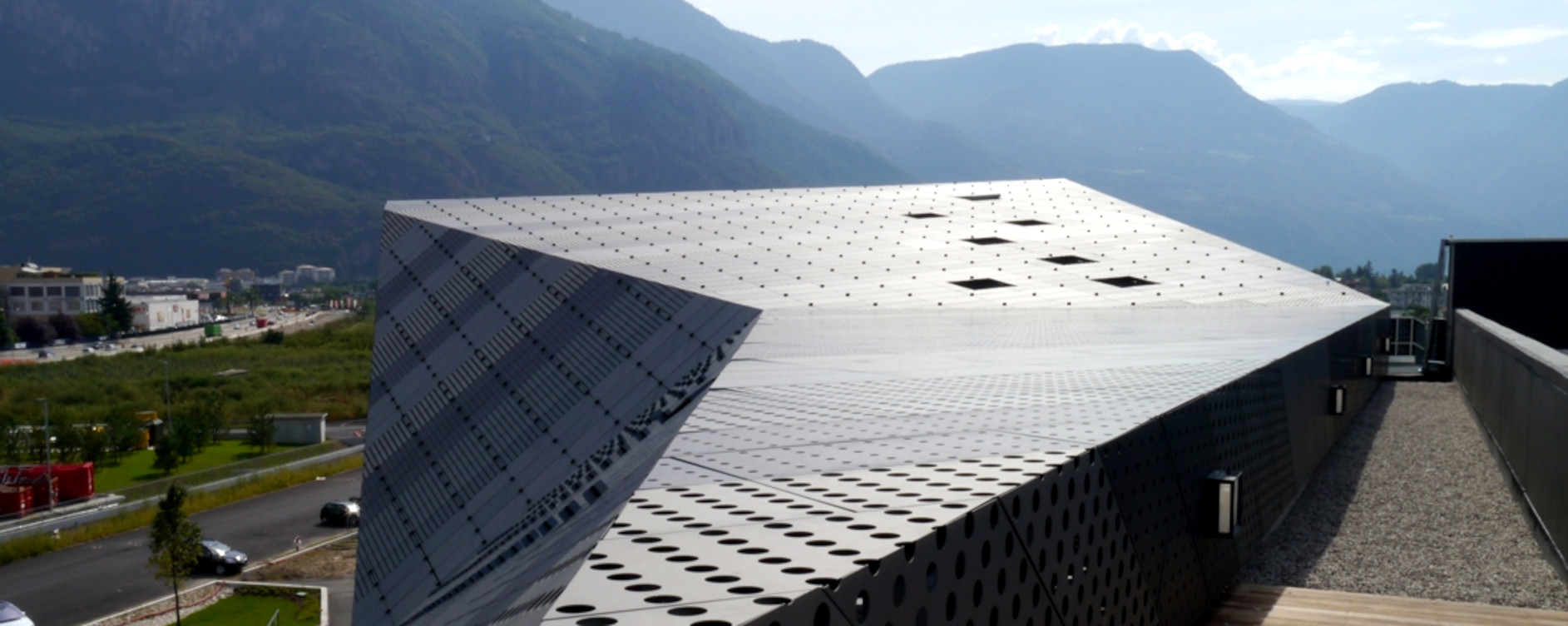
In large buildings design with unique desing, using innovative techniques and technologies, with aluminum structures that ensure a long life, is increasingly being chosen the treatment of Interference Electrocoloring because it has several advantages.
The first aspect is the special color rendering that only the Interference Electrocoloring can create, with respect to the uniformity of the painted aluminium surface and to classical tones of traditional Anodizing.
To the high aesthetic quality joins, hand in hand, the high structural quality, that is the resistance to abrasion and light, ensuring that treated aluminum parts remain unchanged over time.
This technology is considered fully reliable since it has been tested for several years, by NECE Anodizing.
The Interference Electrocoloring is particularly recommended for:
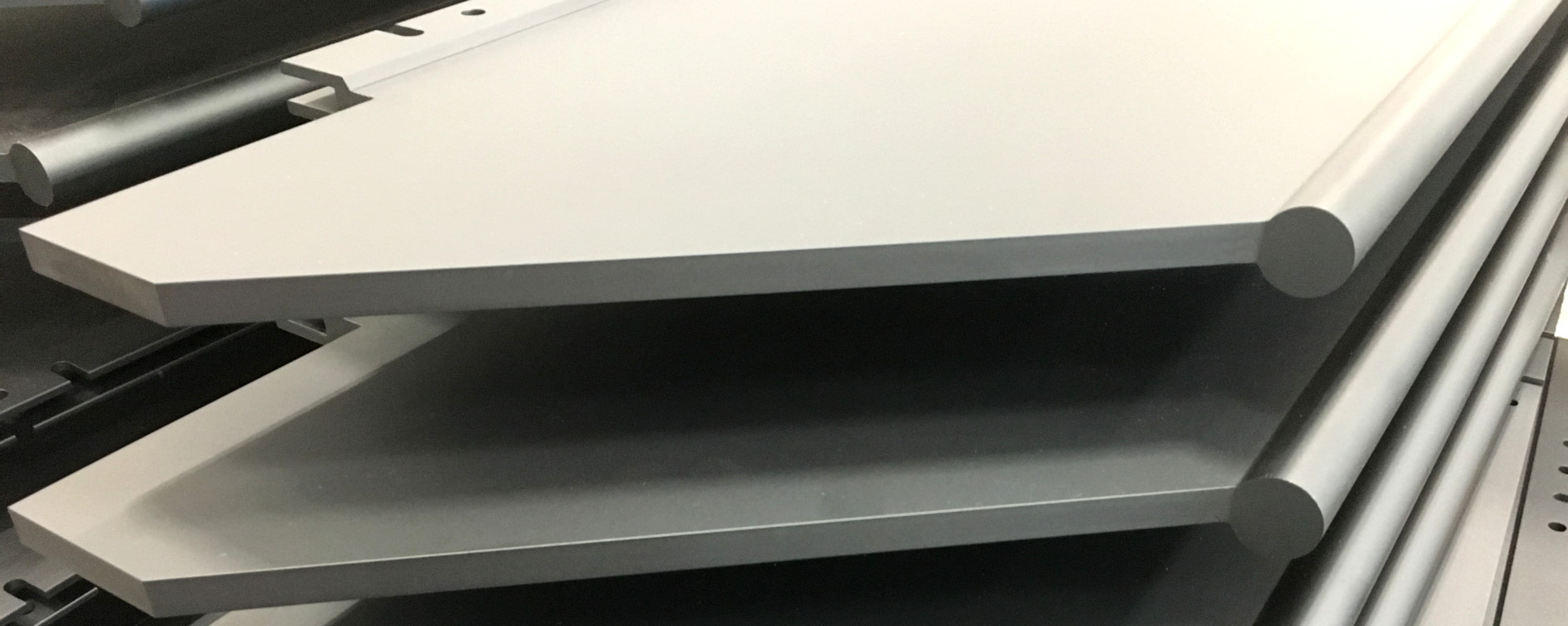
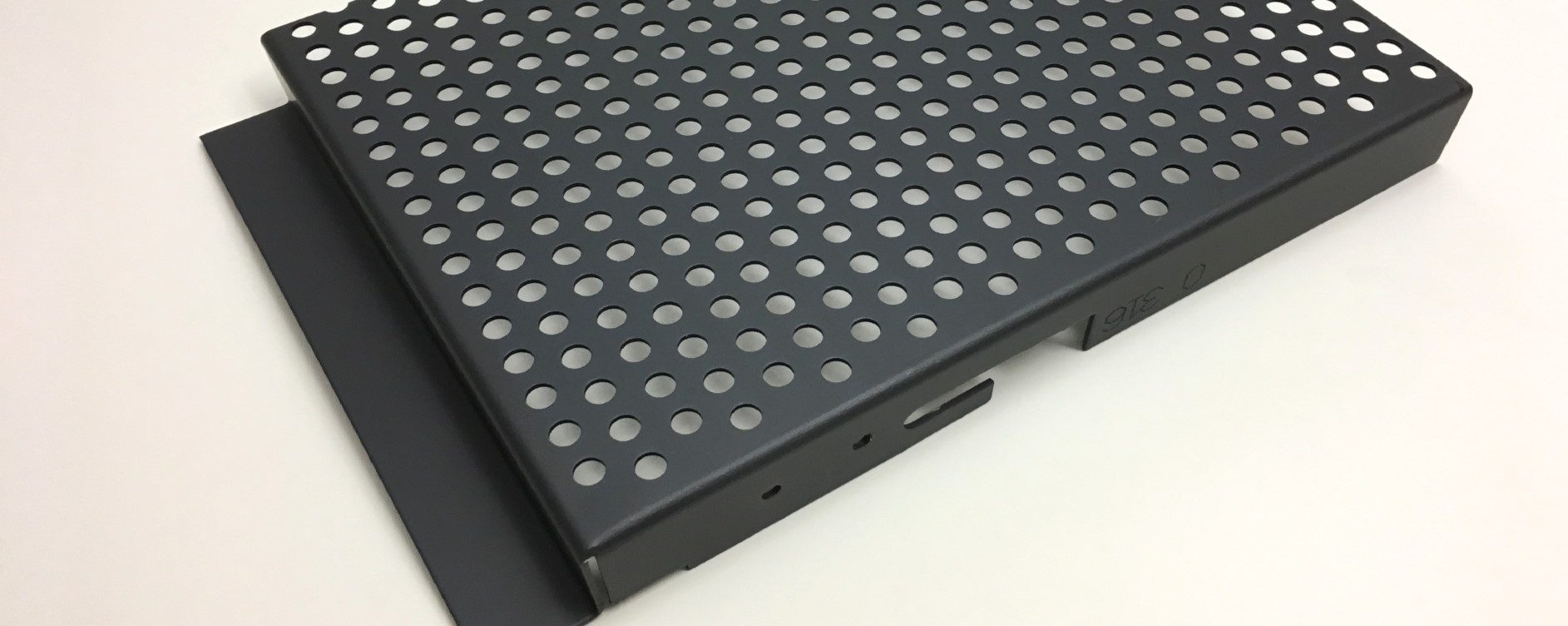
- Drowing profiles
- Laminates
- Profiles for doors, windows and furniture (only disassembled profiles and not with thermal cutting and only for large lots)
The Interference Electrocoloring is not very suitable for small quantities, involving different geometries and materials.
The sectors that benefit most from this treatment are:
- Architectonic
- Furniture
- Naval
NECE Anodizing proposes to catalogue 8 different colors, because they are the most frequently requested, but the offer also extends to custom colors on request.

TECHNICAL NOTES
Mechanical factors, which are not controllable by the process and oxidation, such as the type of profile, its heat treatment, the alloy composition, the finishing and its chemical reactivity, affect the color. It follows that in the Interference Coloring, different profiles in form, equal but different alloy, with other thermal treatments, have a different electrical-chemical reactivity, so they can give colors incompatible. The possibility to have a value in L * a * b, is done through the reading of a colorimeter and allows us to standardize the consistency and reproducibility of a color on different types of profile and material. Uniformity and reproducibility that are considered acceptable when the Delta E value is not higher than 4, on a single wet and between wet and wet, calculated as follows:
ΔE = √ ΔL² + Δa*² + Δb*²
because it is not possible to determine with the naked eye the “pass-and-not-pass”, varying also by the light factor. Therefore we turn to the use of a certified tool that calculates ΔE. It ‘s very important to define with customers that the color obtained by the Interference does not guarantee the constant color tone between materials with different extrusion origin; therefore, there must be 45 square meters per profile type to obtain a complete bath. If case there are not 45 square meters of profile, the cost of the bath will be charged to the customer.
IMPORTANT
Tones of various sets of samples are indicative because colors can vary according the alloy type used.
Initial samples, different geometry and different alloy make different colors.
The final color will be chosen and decided at the start of production.
NOTICE
NECE Anodizing reserves the right to change the actual set of samples without notice.
The customer is therefore required, periodically, to verify the color codes.
REALIZATIONS











For more information:
ELECTROCOLORING INTERFERENCE CODES
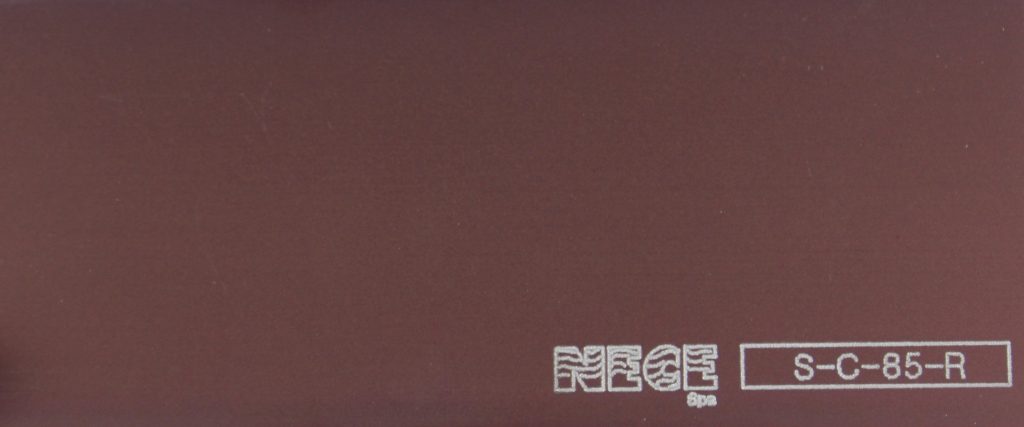

S-C-85-R
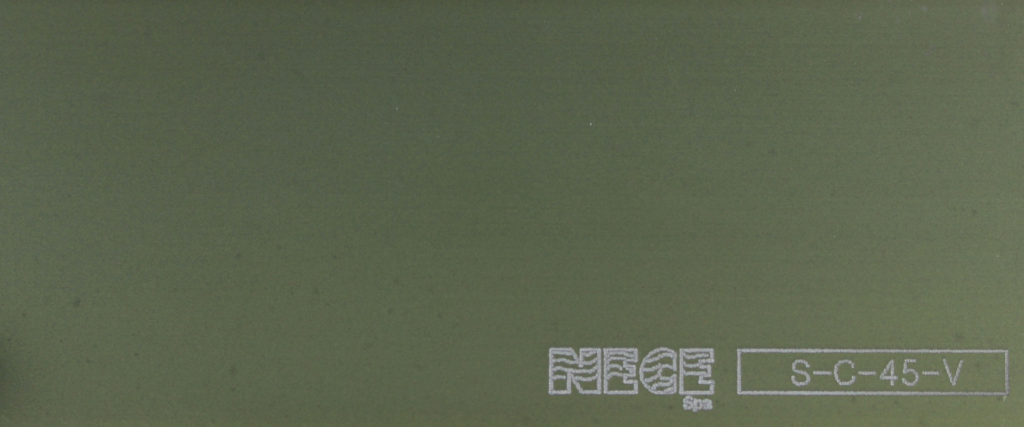

S-C-45-V


S-C-35-V

S-C-56-V

S-C-75-G

S-C-25-B

S-C-15-B

S-S-10-B

S-S-20-B
S-S-30-V
S-S-70-G

S-S-80-R


S-LP-80-R


S-LP-70-G

S-LP-30-V


S-LP-20-B

S-LP-10-B

S-M-15-B

S-M-25-B

S-M-75-G

S-M-56-V

S-M-35-V

S-M-45-V